| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
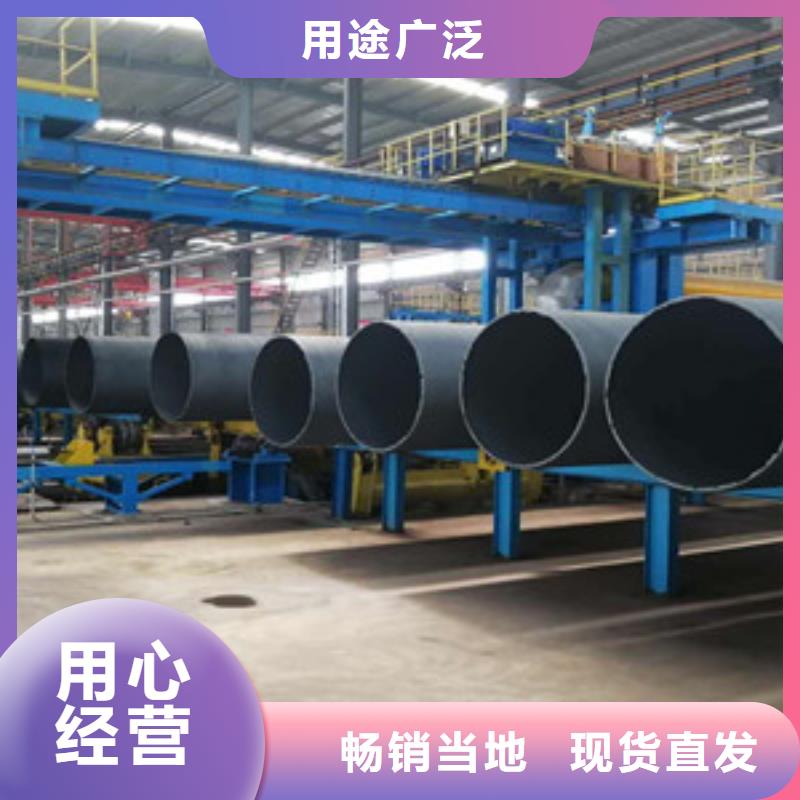
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |




球墨铸铁管但是供给侧结构性改革的任务还远没有完成。2019年钢铁行业要积极配合做好巩固化解重庆焊管过剩产能成果专项抽查工作,防范任何形式的违规新增产能。要充分发挥“地条钢”违法违规产能举报平台作用,及时反馈举报息,配合政府部门核实举报线索,严厉查处反面典型。要按照中央“紧紧抓住处置‘僵尸企业’这个牛鼻子”的要求,促进钢铁行业“僵尸企业”加快退出和兼并重组、布局调整。进一步优化资产结构和债务结构,推动去杠杆工作。

球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
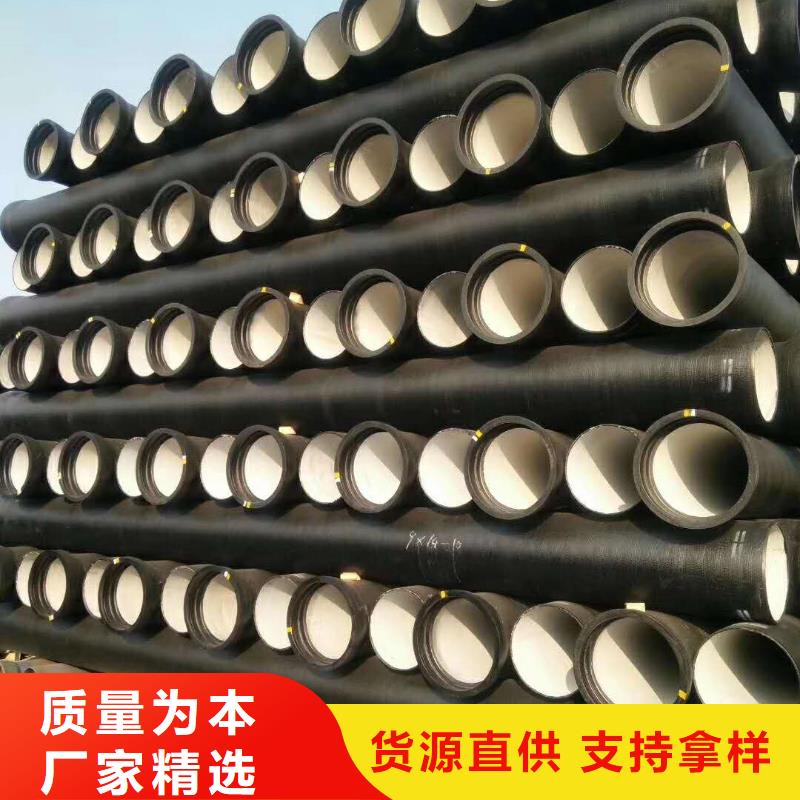
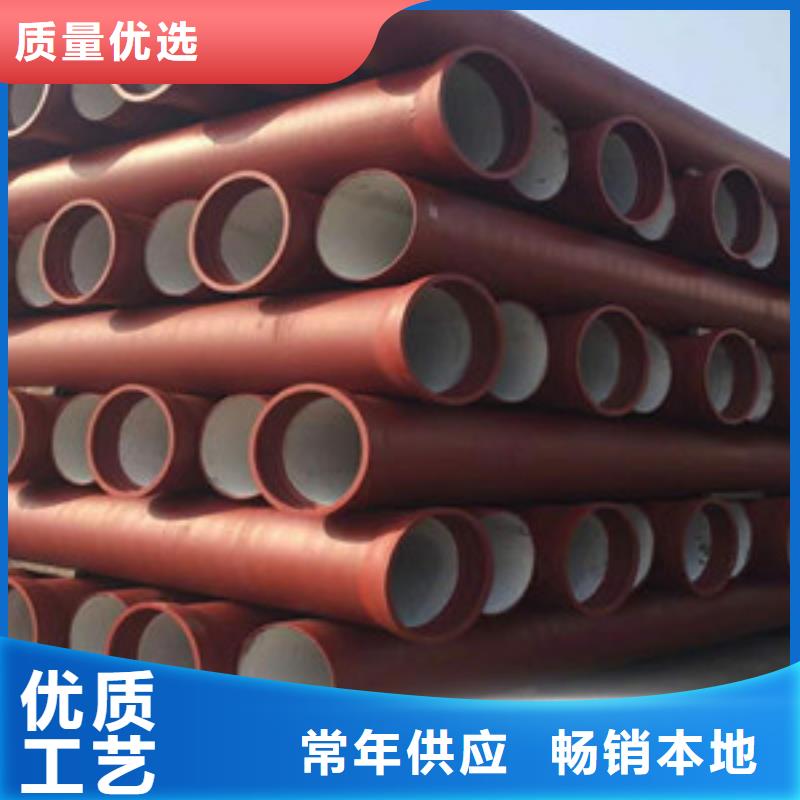
水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。连续铸铁直管:连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有高强度、高延伸率、耐腐蚀的钢筋铁骨。球墨铸铁管的公称口径为80~2200毫米,与灰口铸铁管相比,强度大、韧性好、管壁薄、金属用量少、能承受较高的压力,有效长度有5米,6米及8米;按壁厚不同分P、G两级。是铸铁管材的发展方向。球墨铸铁管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,按当前国际上先进的离心铸造、退火工艺。
磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。收拾胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为"梅花形"或"8"字形装入承口槽内,球墨铸铁管中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。其次,铸造时需要共同。假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,1300-1350℃是适宜的。铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
![[桂林]格瑞管业名片](http://ypmimg.huaer.cc/UploadImg/3046/new_card.jpg "[桂林]格瑞管业名片")